Enhanced TDS
Identification & Functionality
- RTU Product Type
- Supplied By
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- Ready-to-Use Product Features
- Product Highlights
- Long pan life in humid conditions
- Wide range of diluents possible
- Good slip retention on polyethylene films
- Low retained solvents in laminates
- Product resistance on clear films
Applications & Uses
- Markets
- Applications
- Segments
- Applications
- Compatible Substrates & Surfaces
- Recommended Applications
- OPP/MOPP - OPP/LDPE
- MPET/LDPE - PET/LLDPE
- Coex/OPP - Coex/Coex
- Cast PA/LDPE - OPA/LDPE
- LDPE/LDPE - Aclar®/PVC
- Applications Procedure
Mixing Data
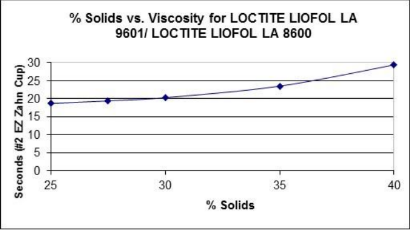
LOCTITE LIOFOL LA 8600 should be thoroughly mixed together in the ratio of 15:1 pbw prior to dilution to the recommended application solids content of 25-35%. Suitable diluents include ethanol, isopropanol, ethyl acetate and blends of these. The chart below may be used for reference and is typical for Loctite Liofol LA 9601/Loctite Liofol LA 8600 when diluted with ethanol. Determine the % running solids required:
Application Weight
The mixed adhesive should be applied to give dry coating weights of 1.0-1.5 lb/ream dry for unprinted or low ink coverage webs.
Drying Conditions
Air temperatures, volumes, and exhaust efficiencies in the drying tunnel should be sufficient to remove all the solvents from the coated web. Usually an exit web temperature of 120-150°F is sufficient. Higher nip temperatures will give higher clarity and bond strengths, but may increase curl in the laminate.
Nipping Conditions
A laminating nip temperature of 120-180°F will give good initial bonds with good clarity. Higher nip temperatures will increase initial bond and clarity, but may increase curl in the laminate.
Bond Strength
In general, green bonds will exceed 400 grams per inch and final bonds will be substantially higher except in those cases where coating anchorage or ink adhesion are limiting factors.
Clean Up
Wet and dry adhesive remnants and application equipment may be cleaned with ester or ketone solvents. This product is incompatible with isocyanate based urethane adhesives. The application station including anilox, pump and sump should be thoroughly cleaned when switching adhesive systems.
- Recommended Mixing Ratio
1 part by weight
Properties
- Appearance
- Clear to slightly hazy
Packaging & Availability
Storage & Handling
- Shelf Life
- 6 months
- Storage Conditions
They should be held at normal warehousing temperatures and stored in the original, unopened containers. Containers of the adhesive or curing agent should not remain open for an extended period of time. Material from opened containers should be consumed within a short period. It is necessary to use all the adhesive, once the container is opened, unless there is means of purging the container with dry nitrogen.